

合作客戶/
拜耳公司 |
同濟大學 |
聯合大學 |
美國保潔 |
美國強生 |
瑞士羅氏 |






相關新聞Info
推薦新聞Info
-
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(二)
> 聚合物稠化劑(ASCM)合成條件、界面張力及耐鹽、耐剪切性能(一)
> 新型多羥基苯磺酸鹽驅油劑的界面張力優化及油田應用潛力分析(三)
> 新型多羥基苯磺酸鹽驅油劑的界面張力優化及油田應用潛力分析(二)
> 新型多羥基苯磺酸鹽驅油劑的界面張力優化及油田應用潛力分析(一)
> 基于最大氣泡壓力方法測量液態鋰錫合金表面張力
> 烷基糖苷表面活性劑界面張力與潤濕性相關性研究(二)
> 烷基糖苷表面活性劑界面張力與潤濕性相關性研究(一)
> 嵌段比例對溫敏聚合物表面張力的影響及臨界膠束濃度分析(五)
> 嵌段比例對溫敏聚合物表面張力的影響及臨界膠束濃度分析(四)
316L不銹鋼粉末電子束熔化成形的熔合機制的研究(二)
來源:粉末冶金工業 瀏覽 901 次 發布時間:2024-12-30
2.2熔合中期
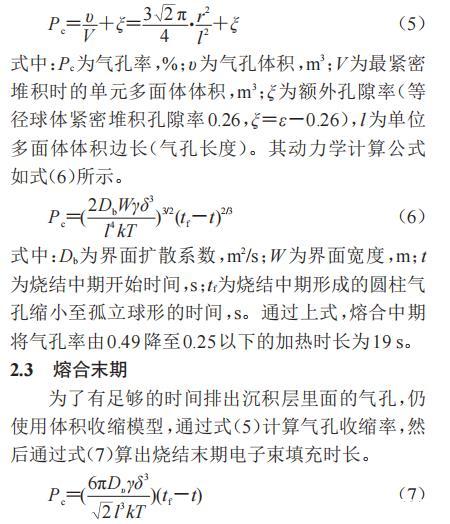
多次試驗發現,大束流直接熔化粉末會產生局部熔池,熔池凝固時在表面張力的作用下收縮成球形,該球形物遠凸出于成形層表面,影響鋪粉環節,若加大束流熔化會導致其余區域發生過熔現象或溶液流淌導致成形失敗。為了避免此現象,將預熱之后的粉末進行大步距較大點的束流掃描,在此工藝下,局部區域粉末直接熔接在下一層已成形面上,此時的氣孔收縮率由式(5)計算。
2.3熔合末期
為了有足夠的時間排出沉積層里面的氣孔,仍使用體積收縮模型,通過式(5)計算氣孔收縮率,然后通過式(7)算出燒結末期電子束填充時長。
孔成孤立狀球體,并由沉積層內部運動到表面。因此使用體積擴散系數來計算,試驗棒料成形的每層粉末燒結時間為38(s T=0.8TM,TM為熔點溫度)。
3結果與分析
根據模型計算出的試驗參數如表2所示。

表2電子束熔粉參數
由表2可知,電子束熔粉成形中,顆粒與顆粒之間的熔合在不同的束流和點間距工藝下有不同的表現特征。粉末的熔合是顆粒之間接觸和鍵合的過程,事實上都是由表面張力的推動下來完成物質的傳遞。圖5(a)為電子束預熱粉末之后粉末熔合初期的微觀結構。由5(a)可知,粉末預熱的過程中變成通紅的狀態,但顆粒與顆粒之間接觸面積非常小。對比離散的粉末,預熱后的粉末中微小粒徑的顆粒幾乎完全熔入大顆粒當中,而且顆粒之間呈凝聚態結構,因為小顆粒的粉末比表面積大于大顆粒粉末,在粘附力的作用下吸附在大顆粒表面,在預熱的過程中首先產生鍵合頸,再在潤濕作用下完全與大顆粒粉末結合。而大顆粒粉末之間由于電子束輸入的能量過低不足以完全熔合,不過顆粒與顆粒之間剛剛形成了燒結頸,將周圍的粉末拉攏過來。圖5(b)為電子束預打印之后的粉末熔合中期的微觀結構。由圖5(b)可知,隨著電子束輸入能的升高,出現了束斑直徑同樣大小的熔融團,周圍是互相連通的孔洞,因為電子束輸入能升高后束斑所接觸區域的粉末迅速熔化,在高度方向上與下面的已成形區相連,在長、寬度方向上熔融團僅僅流動傳質引起縮頸相連。一般熔合中期的打印束斑間距選擇1.2倍的束斑直徑,以免熔融團相互貫通出現球化現象。在微觀角度上,粉末堆積形成的多面體空隙隨著熔池溶體表面張力的作用,形成柱狀結構并且相互連通,因此粉層的體積開始收縮,氣孔不斷地上浮到表面處消失。圖5(c)為電子束填充打印之后粉末熔合末期微觀結構。由圖5(c)可知,粉層的致密度提高至95%以上,在電子束直接接觸加熱處至四處消散方向出現針狀晶粒。從圖5(a)、(b)看出,熔合成形的初期和中期材料內空隙明顯而末期材料內的空隙幾乎全部消失。因為粉末熔合末期受到電子束填充密集轟擊,粉層溫度達到上千攝氏度,粉層雖然沒有到達完全液態(熔粉成形不允許完全流動),但在表面張力和毛細孔管引力的推動下,質點不斷地向燒結頸傳遞,連通的氣孔變成孤立狀空穴。這時在重力和濃度差擴散力作用下,質點逐漸沉積在粉層底部,氣孔不斷地消失在表面上。最終隨著溫度降低亞熔融態的沉積物再次結晶,由于電子束接觸位置的溫度遠高于其余部位,所以冷卻過程中此處出現板條狀馬氏體晶粒。
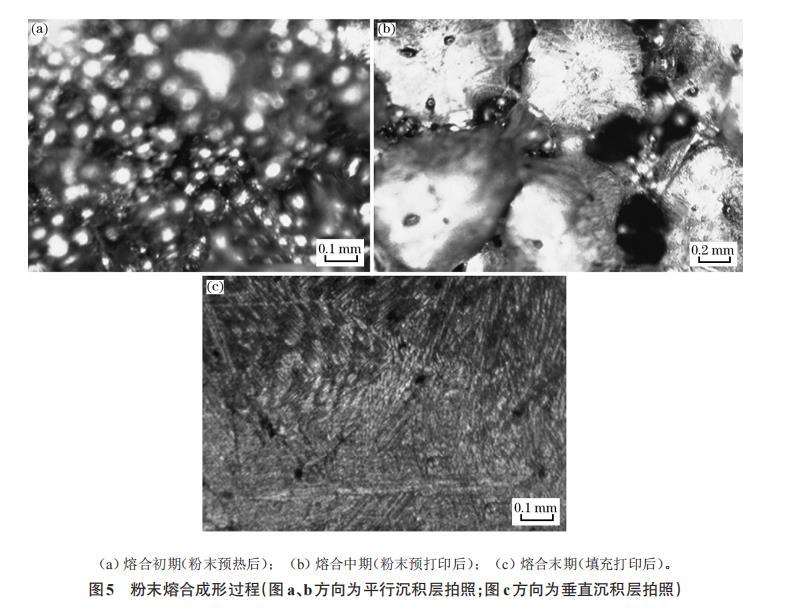
(a)熔合初期(粉末預熱后);(b)熔合中期(粉末預打印后);(c)熔合末期(填充打印后)。
圖5粉末熔合成形過程(圖a、b方向為平行沉積層拍照;圖c方向為垂直沉積層拍照)
4結論
(1)試驗結果吻合熔粉理論模型,在熔合初期電子束預熱工藝下,離散的粉末微小粒徑的顆粒幾乎完全熔入大顆粒當中,且顆粒與顆粒之間呈凝聚態結構。
(2)在熔合中期粉末顆粒在熔池溶體表面張力的作用下形成熔融團,堆積形成的空隙變成柱狀空洞并且相互連通的。
(3)在熔合末期氣孔被排除,電子束接觸位置的周圍出現板條狀馬氏體晶粒,致密度接近理論密度。